A pipe mill where three rolls are arranged at 120° intervals around the center line of the mill, and the axis of each roll is inclined at a certain angle to the rolling line. It is also known as the Assel pipe mill.
Rolling Process
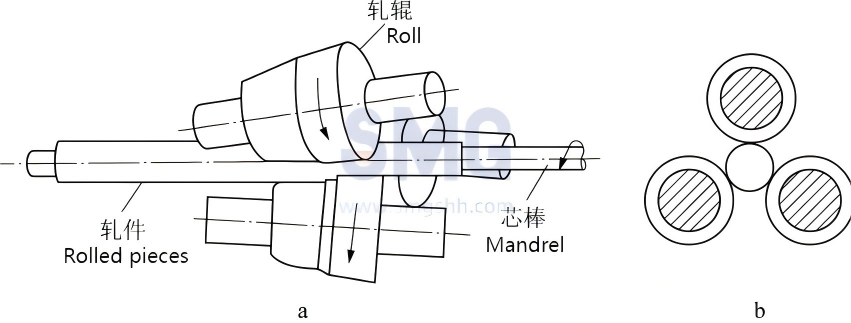
The three-roll skew rolling tube mill (Figure 1) has work rolls mounted on two frames, one of which is fixed while the other can rotate around the mill's central axis, allowing adjustment of the entry angle. The blank tube becomes a rough tube in the deformation zone (Figure 2) through biting, wall reduction, leveling, and roundness restoration.
Figure 1 Rolling method of three-roll cross rolling pipe mill
Figure 2 Deformation zone of the three-roll cross rolling pipe mill
Features
During skew rolling and spiral rolling, the metal undergoes continuous periodic action from the rollers and mandrel in the deformation zone, causing changes in both shape and size. The advantages of the Assel tube mill include long mandrel rolling, easy mill adjustment, convenient replacement of roll parts, high surface quality of the steel pipe, and high dimensional accuracy. Its disadvantages are low production efficiency and susceptibility to tail triangle defects when producing thin-walled pipes. This type of tube mill is mainly used for producing bearing tubes and high-precision thick-walled pipes for firearms. Wall thickness tolerance can be controlled within ±3% to ±5%, and outer diameter variation can be ±0.5%.
Tail Triangle
The deformation of the three-roll skew rolling pipe mill is actually a process from a circle to a triangle and then back to a circle (Figure 3). When rolling thin-walled pipes, the metal has a strong tendency to expand in diameter. The arrangement of the three rollers cannot restrain this tendency; instead, it flattens the thin-walled pipe, which has low bending resistance, and forces it into the roll gap. The resistance from the internal mandrel causes the laterally flowing metal to squeeze even the pipe wall sections that are momentarily undeformed into the roll gap, promoting the expansion of the triangle shape. The front end of the rough pipe and the pipe body do not form a triangular shape due to the influence of the 'rigid tail.' When rolling reaches the tail, the 'rigid tail' has disappeared, resulting in the formation of a tail triangle. The severity increases with higher elongation rates and longer lengths of wall thickness reduction zones.
Figure 3 Schematic diagram of the tail triangle cross-section
Improved Types
When the Assel pilger mill rolls thin-walled pipes, a triangular bell mouth (commonly known as the tail triangle) appears at the end of the steel pipe, causing rolling jams. Therefore, the old type of Assel pilger mill cannot produce thin-walled pipes with an outer diameter to wall thickness ratio greater than 12. To solve this problem, several improved types have been developed.
Transvaal Type Pipe Rolling Machine
1967, the French company Vallourec and the British company British Steel Tube jointly developed a new type of three-roll tube mill that can change the roll feed angle during the rolling process. It was developed based on the Assel tube mill and is essentially still an Assel tube mill, but one of the two stands of the mill frame is designed as a rotatable movable stand, that is, the frame consists of a fixed stand A and a rotary stand B. The rotary stand is on the steel pipe entry side, with a rotation angle of 0°–30°, resulting in a feed angle of 3°–10°, which can be continuously varied. Unlike the Assel tube mill, during normal rolling, the maximum allowable feed angle can be used; at the end of the rolling process, the rotary stand can be quickly and accurately rotated to reduce the feed angle, enlarge the orifice, and when rolling the tail end of the blank tube, only slightly reduce the wall thickness without forming a tail triangle. By using small deformation and low speed, the tail triangle effect can be eliminated or reduced. The tube mill can roll thin-walled pipes smoothly without affecting production capacity. The Transvaal type tube mill can roll blank tubes with an outer diameter to wall thickness ratio greater than 20, and even larger.
Quick opening method
The quick-opening method was developed after the Transval-type tube rolling mill. Near the end of the rolling process, the rollers are quickly raised to leave a short section of unthinned pipe at the tail end, forming a 'rigid rear end' to eliminate the tail triangle. The quick-opening method can be divided into two types: the flat-lift method and the inclined-lift method.
The inclined lifting method can be further divided into two types: three-roll quick opening and top-roll single-roll quick opening.For the three-roll quick opening type, a quick-opening hydraulic cylinder needs to be installed under the screw-down (press-down screw) on the roll chock at the exit side of the mill housing. When the steel pipe is rolled to the tail end, the quick-opening cylinder releases pressure rapidly. Driven by the two existing balance cylinders, the roll chock at the exit side lifts up quickly, causing the rolls to rotate at a certain angle around the support center on the entry side and tilt upward. As the pass opens, a "rear rigid end" is formed at the tail end of the steel pipe, allowing the hollow billet to pass through the pipe mill smoothly.
For the top-roll single-roll quick opening type, a hydraulic quick-opening device is installed between the top roll adjustment mechanism and the roll chock. Its function is to start operating when rolling is about to end, instantly and rapidly opening the roll throat. This allows the tail end of the steel pipe to pass without being rolled, eliminating the tail triangle defect and enabling the rolling of thin-walled pipes.A connecting ring is used to limit the stroke and meet the operation requirements. When the piston moves inward, the top roll is lifted, realizing pressure-free rolling on the tail of the hollow billet and thereby preventing the formation of a triangular bell mouth at the tail end of the hollow billet. Most newly built Assel pipe mill units adopt the top-roll single-roll quick opening technology.
Tail loss prevention device
In 1986, the tail-lossless device was designed and developed by the Hofors plant of SKF in Sweden. Installing the tail-lossless device at the entry end of the Avesta rolling mill not only achieved the purpose of eliminating the tail triangle but also did not increase cutting loss. In fact, this device is a type of pre-rolling mill, serving as an auxiliary device on the Avesta rolling mill. When rolling thin-walled pipes, the tail end of the rough pipe undergoes pre-wall-reduction before entering the main rollers of the Avesta mill, reducing the amount of wall reduction during rolling, thereby preventing the formation of a tail triangle without the need to cut off the final rolled section.
The Swedes invented the use of four small pre-rolling rollers. When switching steel pipe specifications, it is necessary to adjust the height of the rolling centerline. However, achieving stepless adjustment with these four small pre-rolling rollers is quite difficult. In 1988, the German Miil plant purchased this technology. After improving it to use three small pre-rolling rollers, the pre-rolling device was named the Tail-Lossless Device (Figure 4). The improved device is supported by three pneumatic floating supports to maintain alignment with the rolling centerline. Inside the rolling mill, there are three small rollers, which are not driven. Each small roller can be tilted 3°–4° in the required direction, and their opening and closing is controlled by a hydraulic cylinder lever system. Before rolling reaches the tail end, the three small rollers are in the open position, with a throat diameter greater than the outer diameter of the rough pipe, ready to work. When rolling reaches approximately 250 millimeters from the tail end, the hydraulic cylinders operate, closing the three small rollers to perform wall reduction on the tail of the rough pipe. This produces interconnected helical lines on the outer surface of the steel pipe, helping to ensure a smooth surface and uniform wall thickness at the tail end, preventing the formation of a tail triangle as the steel pipe enters the main Avesta mill rollers for further rolling. After the rolling process is complete, the hydraulic cylinders reverse, and the three small rollers open again, returning to the ready-to-work position.
Figure 4 Transmission schematic diagram of the improved tail-less loss device